Poznaj Q Programmer
Czy miał ktoś z Was choć jedną taką aplikację w życiu, w której zastanawialiście się, czy faktycznie potrzebne byłoby zastosowania sterownika PLC lub mikrokontrolera do sterowania jakimś napędem?
Czy nie można byłoby tego zrobić jakoś prościej, taniej?
Przecież jedynie czego potrzebuję to parę sygnałów cyfrowych wejścia/wyjścia, no ewentualnie jeszcze jakieś wejście analogowe by się przydało. Do tego jakaś logika, która pozwoliłaby mi na wykonanie obliczeń, wykonania warunków, zapętleń? A do pełni szczęścia przydałyby się operacje na rejestrach.
Pewnie nie jeden z Was odpowie twierdząco.
I właśnie dla takich aplikacji został stworzony Qprogrammer. W dużym uproszczeniu moglibyśmy go nazwać wbudowanym sterownikiem PLC, który służy do kontroli ruchu napędu.
Funkcję Qprogrammera znajdziecie z napędach krokowych, serwokrokowych oraz serwonapędach AC i DC marki MOONS’. Znajdziecie go m.in. w sterownikach silników krokowych serii STF, napędach serwokrokowych serii RS, SS i SSDC, napędach serwokrokowych zintegrowanych serii TSM, TXM oraz serwonapędach serii M2DV, M2DC i serwonapędach zintegrowanych serii MDX.
Q programmer umożliwia Ci napisanie programu, który będzie zapisany bezpośrednio w nieulotnej pamięci sterownika napędu. Program może zostać uruchomiony automatycznie po podaniu napięcia zasilania na sterownik lub po spełnieniu jakiegoś warunku. Np. po naciśnięciu przycisku start.
Możemy wykonywać operacje arytmetyczne i logiczne na rejestrach, tworzyć warunki, zapętlenia, wykorzystywać wejścia cyfrowe i analogowe oraz ustawiać wyjścia cyfrowe. Możemy również wykorzystywać dedykowane funkcje związane z pozycjonowaniem (jak np. homing), kontrolą momentu obrotowego, czy sterowania prędkością.
Tworzenie programu odbywa się w zakładce Built-in PLC - Q Programmer.
Pisanie programu jest bardzo proste. Wykorzystuje się do tego celu język komendowy SCL składających się z komendy i jednego lub dwóch parametrów. Komendy zapisujemy w kolumnie „CMD”, a wartość danego parametru w odpowiadającym komendzie wierszu i kolumnie „Param1” lub „Param1” i „Param2”. Dodatkowo użytkownik ma możliwość utworzenia komentarzu dla każdej linii programu. W pierwszej kolumnie od lewej strony o nazwie „Line” znajdziemy numerację linii programu. Kolumna „Label” przedstawia natomiast etykiety wykorzystywane przy skokach do innej części programu i zapętleniach.
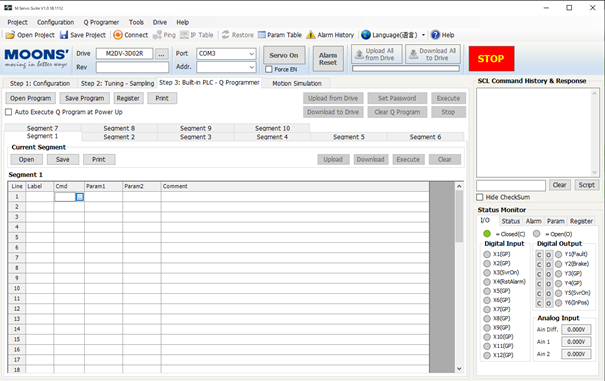
Program podzielony jest na segmenty. Do dyspozycji użytkownika jest dziesięć segmentów. Każdy segment składa się z 62 wierszy. Program rozpoczyna się zawsze od wykonania programu w Segmencie 1. Możemy tym samym nazwać Segment 1 programem głównym. Za pomocą komend skoków możemy jednak rozszerzyć program na inne segmenty lub podzielić program na podprogramy.
Program wykonywany jest linia po linii, komenda po komendzie. Czas wykonania pojedynczej instrukcji to 200us. Należy pamiętać, aby w trakcie pisania programu nie pozostawić pustej linii pomiędzy komendami, gdyż przy kompilacji programu program zgłosi nam to jako błąd.
Jeśli nie możesz doczekać się napisania swojego pierwszego programu w Q Programmerze to nie traćmy czasu przejdźmy do dzieła.
WAŻNE!
Zakładka „Build-in PLC – Qprogrammer” pojawia się dla modeli napędów, które posiadają opcję Q Programmera. Tym samym musimy na początku upewnić, że posiadamy odpowiedni model napędu, a następnie wybrać go z listy w okienku „Drive”.
Klikając komórkę w pierwszym wierszu kolumny „CMD” możemy zauważyć, że pole to podświetli się na niebiesko i tuż obok pojawi się ikonka z trzema kropkami.
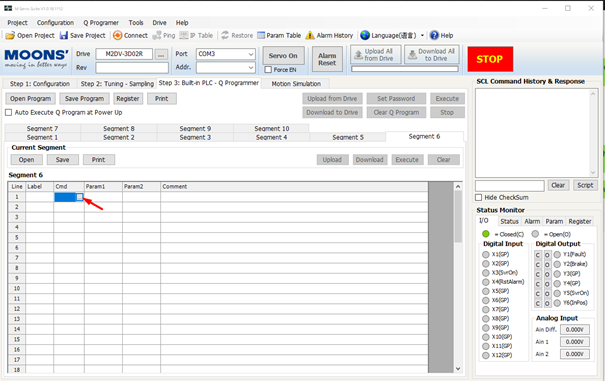
Po kliknięciu na ikonkę otworzy nam się okno z dostępnymi komendami.
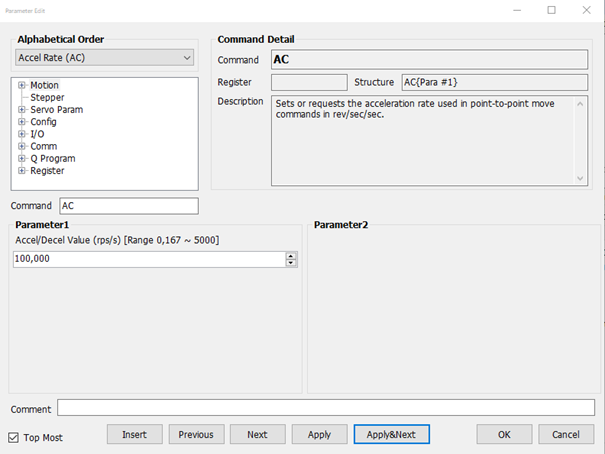
W celu łatwego wyszukania odpowiedniej komendy użytkownik może skorzystać z listy rozwijanej w porządku alfabetycznym w górnym lewym oknie lub z listy komend posegregowanych wg. funkcji. Jak możemy zauważyć komendy podzielone są na te dotyczące kontroli ruchu silnika – „Motion”, parametrów sprzężenia zwrotnego – „Servo Param”, parametrów konfiguracyjnych napędu – „Config”, parametrów związanych z obsługą wejść-wyjść - „I/O”, parametrów dotyczących komunikacji – „Comm”, parametrów związanych z działaniem programu (np. skoki warunkowe, instrukcje czasowe, itp.) – „Q Program” oraz parametrów i komend dotyczących operacji na rejestrach.
Po wyborze odpowiedniej komendy z listy pojawi się ona w oknie „Command”. W polu „Parameter1” możemy wpisać wartość parametru. Powyżej znajduje się informacja o zakresie jaki może zostać ustawiony przez użytkownika. Dodatkowo po prawej stronie dla każde komendy mamy objaśnienie działania danej komendy, powiązanego rejestru i struktury.
Jak można zauważyć komendy składają się z dwóch liter, które najczęściej są odpowiednikiem angielskojęzycznej nazwy komendy. Przykładowo komenda „EG” – electronic gearing (czyli przekładnia elektroniczna) lub „FE” – follow encoder ( śledź pozycję enkodera).
Gdy mamy już wybraną odpowiednią komendę, wartość parametru, ewentualnie warunku wykonania komendy możemy zaakceptować i dodać komendę przyciskiem „Apply” lub „Apply&Next”, gdy chcemy dodać kolejną.
Szczegółowy opis komend i rejestrów wykorzystywanych przez Q Programmer znajdą Państwo w instrukcji „Host Command Reference”
Host Command Reference:
Oprogramowanie do konfiguracji i programowania napędu możemy pobrać ze strony internetowej Pivexin Technology w zakładce AUTOMATYKA ->
SFT Configurator – do programowania sterowników silników krokowych serii STF
Step-Servo Quick Tuner Setup – do programowania napędów serwokrokowych serii RS, SS, SSDC, TSM, TXM
M Servo Suite Setup – do programowania serwonapędów serii M2DV i M2DC
Artemis Setup – do programowania serwonapędów zintegrowanych serii MDX
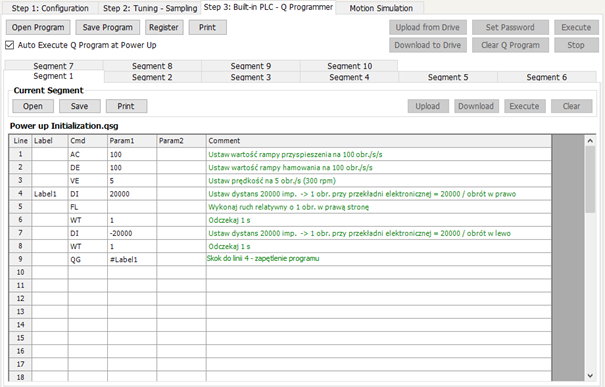
Napiszmy teraz prosty program, którego zadaniem byłoby wykonanie jednego obrotu silnika w prawo, stop 1 sek., obrót w lewo, stop. Ruch ma być wykonany z prędkością 300 rpm i rampą przyspieszenia 100 rps/s/s
Oto jak wyglądał by przykładowy program:
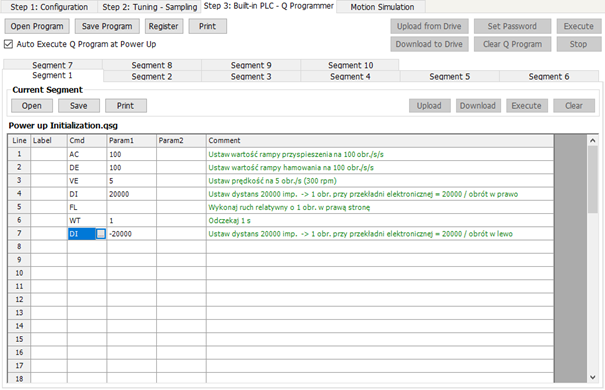
A teraz chcielibyśmy zapętlić program, aby ruch o 1 obr. prawo- lewo wykonywany był w cyklu ciągłym.
Jak widzisz tworzenie programu jest bardzo proste, intuicyjne i szybkie.
Jeśli masz pytania skontaktuj się z naszym działem technicznym:
tel. 32 412 30 45